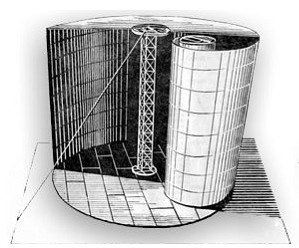
Сооружение первого стального цилиндрического резервуара из рулонных заготовок, изготовленных на заводе
Летом 1948 года на нефтебазе в г. Киеве впервые был сооружен вертикальный цилиндрический резервуар V=240 м3, днище и стенка которого смонтированы из рулонных заготовок путем их принудительного разворачивания на монтажной площадке. Идея монтажа стенки и днища резервуаров из крупногабаритных рулонных заготовок, сваренных в заводских условиях из отдельных листов и свернутых в габаритные рулоны, предложена в ИЭС им. Е.О.Патона д.н.т. Раевским Г.В. в 1944 году и впервые была реализована под его руководством в 1948 году.
Метод рулонирования, так назвали предложенный способ монтажа резервуаров, вошел славной страницей в историю отечественного резервуаростроения для хранения нефти и нефтепродуктов. С 1948 г. по 1952 г. при содружестве специалистов ИЭС им. Е.О. Патона, ”ВНИИмонтажспецстроя” СССР, ЦНИИПСК им. Н.П. Мельникова, г. Москва и ряда других монтажных организаций МИНмонтажспецстроя СССР на заводах металлоконструкций была создана необходимая база для изготовления рулонных заготовок с двухсторонней автоматической сваркой под флюсом продольных и поперечных швов полотнищ. Метод рулонирования постоянно расширял границы применения и к 1952 году с его применением был смонтирован самый большой в то время резервуар с V=4600 м3. В 1961 году методом рулонирования был построен резервуар V=10000 м3, а в 1974 году начали монтаж из рулонных заготовок стенки резервуара V=50 тыс. м3 из высокопрочной стали 16Г2АФ (С60/45) толщиной 17 мм. К этому времени метод рулонирования занял монопольное положение в СССР при сооружении стальных цилиндрических резервуаров.
Своему быстрому развитию и монопольному положению метод рулонирования обязан ряду обстоятельств в развитии нефтехимической промышленности страны в связи с приходом сибирской нефти. Потребность в кратчайшие строки построить мощные резервуарные парки для нефти, острая нехватка квалифицированных монтажников (особенно сварщиков), время, когда сроки превалировали над качеством и диктовали свои правила игры. Научные исследования по повышению надежности рулонированных резервуаров, особенно стенки в зоне монтажных вертикальных стыков, явно отставали от количества и сроков строительства новых резервуаров.
В условиях малоциклового нагружения с течением времени все больше начали проявляться недостатки конструкции резервуаров, построенных из рулонных заготовок. Одним из главных недостатков было отсутствие технических решений, позволяющих при толщинах стенки более 10 мм получать вертикальные монтажные стыки с угловыми деформациями в пределах допусков норм (при шаблоне длиной 1,0 м зазор не более 12-14 мм). Вследствие этого на многих резервуарах уже после 10 лет эксплуатации начали появляться усталостные трещины. Учитывая, что угловые деформации практически не поддаются исправлению, в Украине большинство рулонируемых резервуаров V=20 и 50 тыс. м3 эксплуатируются с пониженным на 1.5…3,0 м уровнем налива нефти.
Положение, когда технология изготовления рулонных заготовок диктует максимальную толщину стенки и соответственно класс прочности применяемых сталей, привело к тому, что на резервуарах V=50 тыс. м3 при классе прочности стали С 60/45 и толщине нижнего пояса стенки 17 мм его радиальные перемещения достигают 50 мм. Вследствие этого в упорном узле развиваются большие пластические деформации и остаточные перемещения пояса составляют 30…40 мм.
Большая масса рулонов (30…60 т) при низкой общей технической культуре на железной дороге и монтажной площадке приводит к тому, что рулоны часто имеют местные вмятины, а в поперечном сечении – форму эллипса. Все это существенно ухудшает геометрическую форму стенки и часто требует при монтаже установки на стенке жестких секторов, ребер и других дополнительных элементов.
Наличие предварительного напряжения стенки, вследствие принудительного упруго-пластического разворачивания рулонов на проектный радиус стенки, существенно усложняет ее ремонт, особенно при необходимости частичной замены отдельных участков.
Повышение требований в нормах Украины ВБН В.2.2-52.2-94 по надежности сварной стенки резервуаров, включающие существенное увеличение толщины стенки, и введение дополнительных требований к местным отклонениям стенки от проектной формы исключает возможность применения рулонных заготовок для стенки резервуаров V= 10, 20 и 50 тыс. м3.
Указанные недостатки рулонной стенки привели к тому, что при отказе от типового проектирования в настоящее время стенки резервуаров V=10 тыс. м3 и более в основном монтируются из отдельных листов. При размере листов до 8,0 х 2,5 м, успешном освоении технологии монтажа и широком применении автоматической и механизированной сварки, качество сварных швов и геометрическая форма стенки значительно выше, чем при рулонном монтаже. На сегодня метод рулонирования занял свою нишу. Это большой парк резервуаров вместимостью до 5 тыс. м3 с максимальной толщиной стенки до 10 мм и центральная часть днищ толщиной до 6 мм включительно для емкостей вместимостью 10 тыс. м3 и более. При этом полностью используются все достоинства метода рулонирования с получением требуемой геометрической формы стенки и резервуаров в целом.